
为了给您提供更全面的直销(苏沪)09CuPCrNiA工字钢锅炉制造安装产品信息,解锁直销(苏沪)09CuPCrNiA工字钢锅炉制造安装产品新体验,视频带你玩转每个细节!
以下是:直销(苏沪)09CuPCrNiA工字钢锅炉制造安装的图文介绍
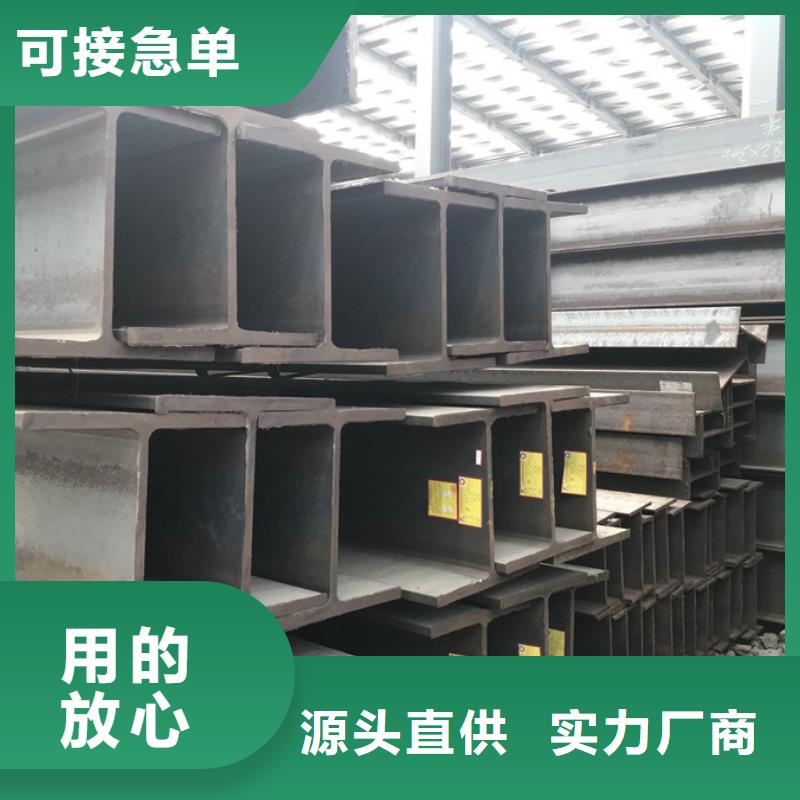
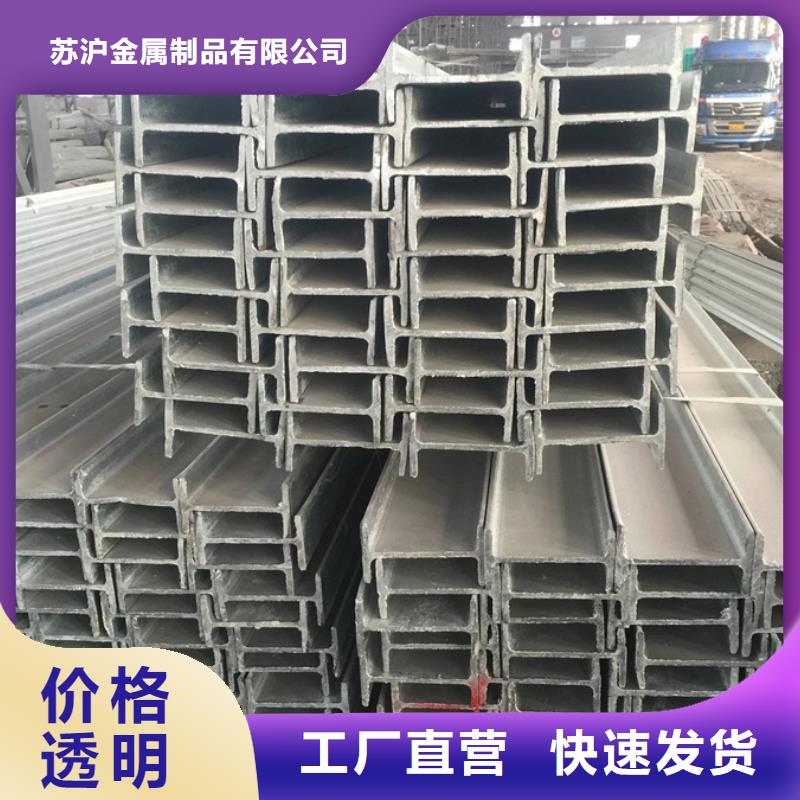
09CuPCrNiA工字钢锅炉制造安装")
09CuPCrNiA工字钢锅炉制造安装")
09CuPCrNiA工字钢锅炉制造安装")
随着规模的不断扩大,惠州苏沪金属制品有限公司拥有一批专门从事设备设计、开发、生产的技术人员和的管理人才。建立比较完善的生产流程和质量管理体系。公司始终把 09CuPCrNiA槽钢作为主业,不断更和开发产品来满足用户的需求。由于公司多年从事 09CuPCrNiA槽钢的研究开发,在生产安装方面积累了大量的经验,以方便用户选购,以达到用户的满意效果。
09CuPCrNiA工字钢锅炉制造安装")
09CuPCrNiA工字钢锅炉制造安装")
nmgsy

Q355E槽钢的对接工艺共有五点,下面就来逐一介绍每一个步骤:一步:原材料检验:检验准备对接槽钢的外形尺寸是否合格,若不合格则需矫正或更换材料。二步:划线:a)根据对接后的长度尺寸,在准备对接的角钢上划线,划线前应满足两个要求:()、保证对接槽钢的小长度要大于200mm。(2)、长度方向上应留有2~3mm的余量。b)划线的原则是槽钢的两翼板上的切割线应垂直于腹板,腹板上切割线应成45°夹角。三步:型材切割:用半自动火焰切割机沿划线下料,下料后用半自动火焰切割机或砂轮机在槽钢内侧面开 45°单V形坡口(见下图)。切割面应光滑平整,无缺口。四步:拼装:拼装前把两根准备拼装的槽钢倒扣于平台上,然后调整两槽钢的直线度及间隙,点焊固定。五步:焊接:采用气体保护焊(GMAW)焊接,为减少焊接变形,焊前应将槽钢成对背靠背点焊在一起,先焊翼板上的坡口侧,然后焊接腹板的坡口,坡口侧焊接完成后。打开成对第六步:注意要点:焊接的话主要是担心焊不牢和焊接应力过大。